



Chongqing Customer Appliance Recycling Line
Chongqing Customer Appliance Recycling Line

During power line renewal projects, substantial quantities of aluminium-clad steel core (ACSR) cables are replaced. These cables comprise an outer aluminium conductor stranded around an internal steel core, offering a compact structure and high strength. Traditional cutting methods for separation prove inefficient and result in significant metal loss. Addressing these material characteristics, specialised aluminium-steel separation recycling lines have emerged to achieve efficient, stable metal separation operations.
Crushing and Pre-processing System
The entire recycling line commences with a cutting machine, which segments the lengthy cables into manageable lengths. These then proceed to specialised crushing or stripping equipment. Featuring high-strength blades and wear-resistant structural design, this apparatus effectively breaks the stranded structure between the aluminium layer and steel core. The primary objective at this stage is to loosen the intertwined metals, preparing them for subsequent separation while preserving particle integrity to minimise pulverisation losses.
Core Technology of ACSR Separation Equipment
The heart of the recycling line is the dedicated ACSR separator. This equipment progressively separates the aluminium conductor from the internal steel core through principles of compression, rolling, and mechanical stripping. The separation process requires no chemical treatment, relying entirely on physical methods—ensuring both environmental safety and operational security.
The equipment can adjust roller gaps and pressure parameters to accommodate cables of varying specifications, adapting to multiple diameters and structural configurations. Following separation, the aluminium wire and steel core are discharged through distinct outlets, achieving high purity suitable for direct re-melting or reprocessing. Automated feeding and continuous operation design significantly enhance overall processing efficiency, making it ideal for large-scale recycling operations.
Automated Control and Stable Operation
The entire production line is equipped with a PLC control system, centrally managing cutting, crushing, and separation processes. The user interface is simple and intuitive, with flexible adjustment of operational parameters. The robust frame structure and protective devices ensure long-term stable operation under high-load conditions while reducing maintenance costs.
Through specialised aluminium-steel separation production lines, aluminium and steel from ACSR cables can be efficiently recovered and reused. For enterprises engaged in power material recycling, introducing mature and reliable equipment represents a crucial step towards enhancing resource utilisation and economic benefits.


With the ever-increasing volume of waste electrical wires and cables, efficient, automated copper wire recovery equipment has become a vital choice for the recycling industry. SUNY’s fully automatic copper wire recycling machine is designed for processing all types of mixed wires. Through a stable process flow, it achieves efficient separation of copper from plastic, helping enterprises reduce labour costs and increase recycling profits.
Automated Shredding and Separation System
The equipment integrates shredding, pulverisation, and air classification functions. Waste wires first undergo preliminary shearing in the shredding system, followed by fine pulverisation to completely separate copper from outer plastic layers. Subsequently, the air classification unit automatically separates copper particles from plastic particles based on density differences, achieving copper recovery purity exceeding 99% with stable and reliable separation results.
Wire Recycle Machine Fully Automatic
Efficient Operation and Labour Savings
The fully automated control system enables continuous operation from feed to discharge, requiring only one operator for production management. Its compact structure and minimal footprint suit both small-to-medium recycling workshops and large-scale industrial production. Stable performance ensures prolonged continuous operation with consistent output.
Consistent Quality and Comprehensive Support
While ensuring reasonable investment costs, this equipment prioritises the quality and durability of core components, reducing maintenance frequency and operational expenses. Comprehensive after-sales support is provided, including installation and commissioning, operator training, and remote technical assistance, guaranteeing smooth commissioning and long-term stable operation.
With its high separation efficiency, low labour requirements, and stable performance, the fully automatic copper wire recycling machine is the ideal equipment for entering the copper recycling industry. For detailed specifications and solutions, please contact us to obtain professional technical support.

With the rapid proliferation of electric vehicles and energy storage devices, the demand for recycling lithium-ion batteries continues to grow. To meet the requirements for efficient, safe, and environmentally friendly recycling, SUNY GROUP has developed a lithium battery recycling production line specifically designed for cylindrical, pouch, and prismatic batteries. This system achieves full-process treatment from disassembly to high-purity black powder recovery. Not only does it enhance recycling efficiency, but it also ensures material safety and environmentally compliant emissions, making it a high-performance solution for the lithium battery recycling industry.
The production line features specialized disassembly equipment capable of rapidly processing various battery types while utilizing a nitrogen protection system to prevent fire and short-circuit risks. Batteries undergo preliminary crushing and separation, isolating aluminum casings, copper foil, and active materials to prepare for subsequent refined processing. The crusher employs high-strength blades and a robust rotor, ensuring stable, continuous operation while minimizing metal loss. The entire disassembly process is user-friendly, highly secure, and suitable for batch processing.
Crushed battery materials undergo drying and pyrolysis before entering cooling, sorting, and black powder collection stages. Integrated systems, including air separation, vibrating screens, and magnetic separation, efficiently segregate copper, aluminum, and other impurities, ultimately recovering high-purity black mass. Ultra-fine grinding further enhances black powder purity while maintaining extremely low aluminum content, providing high-value raw materials for downstream battery material recycling or reuse. The entire separation system operates with stability, reliability, and high efficiency while preserving material integrity and safety.
The entire production line features a modular, automated design, enabling flexible expansion based on capacity requirements. The system integrates conveying, crushing, sorting, drying, and powder collection functions with centralized control, minimizing manual intervention. To meet environmental standards, the integrated exhaust gas treatment system ensures compliant emissions. The entire process features low energy consumption, minimal emissions, and safe, eco-friendly operation. This system is suitable not only for new recycling plants but also for upgrading existing facilities, maximizing lithium battery resource recovery, and enhancing economic value.
Through this customized lithium battery recycling production line, enterprises can achieve efficient and stable material recovery while ensuring safety and environmental protection. Whether launching a new plant or upgrading existing equipment, this solution provides reliable technical assurance and economic benefits for lithium battery recycling.

Specifically designed for small-to-medium scale recycling enterprises, pilot production lines, and decentralized processing scenarios, this compact industrial battery shredder performs preliminary crushing of alkaline batteries and select lithium-ion batteries. It delivers safe, efficient front-end volume reduction and material pre-processing. With its compact footprint and minimal space requirements, it suits users with limited space yet stable processing demands.
This compact crusher employs a high-strength blade shaft structure that breaks batteries through low-speed, high-torque shearing, effectively eliminating safety hazards associated with high-speed impact. After feeding, batteries are progressively sheared into smaller particles within a sealed crushing chamber, providing ideal particle size conditions for subsequent sorting or resource extraction.
Mini industrial shredder for lithium-ion battery recycling
For lithium-ion battery processing, optional sealed structures and safety protection systems reduce dust leakage risks while enhancing operational stability. Certain systems can incorporate inert gas protection or dust collection units per process requirements to further elevate safety standards. The fully automated control system ensures smooth operation and simple handling, supporting continuous or intermittent processing to accommodate varying production rhythms.
The core value of compact battery pulverizers lies in safety and flexibility. Low-speed shear design effectively minimizes heat generation and spark risks, enhancing operational reliability. Simultaneously, modular construction facilitates maintenance and blade replacement, reducing long-term operating costs.
Through consistent crushing performance, the metal casings, electrode materials, and active substances within waste batteries are fully liberated. This creates optimal conditions for subsequent magnetic separation, screening, or hydrometallurgical processing, thereby boosting resource recovery rates. For enterprises planning to enter battery recycling or requiring front-end pretreatment capabilities, compact crushers represent a key equipment configuration offering moderate investment with rapid returns. For detailed equipment specifications or customized solutions, further consultation and selection based on actual processing requirements are available.

Aluminum-Copper Radiator Recycling and Sorting Equipment is an automated recycling production line specifically designed for composite metal materials such as scrap radiators and heating panels. Centered on “high-efficiency crushing, precise sorting, and stable operation,” this equipment effectively separates mixed copper, aluminum, and iron through multi-stage mechanical processing, providing high-purity raw materials for metal reuse. The entire system features a compact structure and high automation, making it suitable for continuous, large-scale recycling operations.
The recycling process begins with the crushing system. Scrap radiators first enter a specialized crusher, where they are cut into uniform particles to facilitate subsequent sorting. The crushed material then passes through a magnetic separation unit, where a powerful magnetic drum precisely attracts and separates ferrous materials, enabling rapid recovery of iron metal.
Copper and Aluminium Recycling Machine
For the separation of copper and aluminum, the equipment can be configured with different solutions based on user requirements. A common solution is the air separation system, which leverages the density and aerodynamic differences between copper and aluminum for efficient separation. It offers stable operation and low maintenance costs. For users requiring higher sorting precision, optional color sorters can be added. Utilizing high-precision optical recognition technology, these intelligently identify and sort copper and aluminum, further enhancing separation purity. This configuration is ideal for high-value-added recycling scenarios.
This aluminum-copper recycling equipment offers high sorting efficiency, low metal loss, and reasonable operational energy consumption, significantly enhancing the recovery value of scrap radiators. Its modular design enables flexible configuration adjustments based on raw material types and production capacity requirements. The entire line operates stably with minimal operator involvement, making it suitable for recycling enterprises seeking scaled, standardized production.
Through this system, mixed metal scrap is transformed into high-purity copper, aluminum, and iron resources. This not only boosts economic returns but also aligns with trends in resource recycling and environmental sustainability, establishing it as a crucial piece of equipment in the metal recycling sector that combines practicality with technological maturity.

During the recycling process of beverage aluminum cans (UBC), impurities such as surface paint, coatings, and plastic films, if not thoroughly removed, not only compromise smelting quality but also increase energy consumption and production risks. Addressing this challenge, SUNY GROUP has developed a highly efficient, systematic UBC aluminum can recycling production line that is emerging as a key solution for enhancing recycling value.
This UBC aluminum can recycling line is specifically optimized for the pretreatment and purification of waste beverage cans. Through multiple processing stages, it effectively removes paint, varnish, and adhered plastic components from the can surfaces, ensuring purer material for subsequent smelting. The treated aluminum exhibits significantly reduced impurity levels and markedly improved metal recovery rates, providing a higher-quality raw material foundation for recycled aluminum production.
UBC Aluminum Can Recycling Production Line
In process design, the line prioritizes stability and safety. Automated processing reduces manual intervention, boosting production efficiency while minimizing operational risks. Simultaneously, thorough impurity separation at the front end prevents excessive fumes or furnace slagging during smelting, improving production environments at the source and enhancing overall plant safety.
Economically, enhanced raw material purity translates to higher recycling value. High-quality aluminum feedstock reduces smelting losses, lowers energy consumption, and improves the consistency and market competitiveness of final products. For recycling enterprises, this represents not merely equipment upgrades but a tangible boost to profitability.
As global demands for resource circularity and green manufacturing intensify, UBC’s aluminum can recycling is evolving from basic crushing and sorting toward refined, standardized processing. Those who achieve more efficient impurity removal and quality control in the pre-treatment stage will secure a more advantageous position in the recycled aluminum market.
The commissioning of this UBC aluminum can recycling production line will provide local customers with stable and efficient scrap aluminum processing capabilities. If you are seeking solutions to enhance recovery rates and product quality, systematic UBC recycling technology is a direction worth exploring.
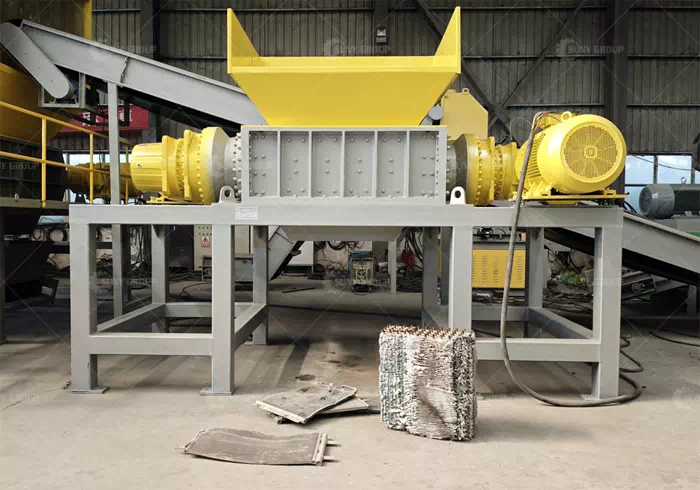
Metal scrap processing has always been a critical factor affecting costs and efficiency. Bulky, irregularly shaped, and diverse metal offcuts, if improperly handled, not only occupy space but also increase transportation and disposal costs. Against this backdrop, the two-shaft shredder has become an indispensable core piece of equipment in the metal recycling industry.
The operating principle of the dual-shaft shredder is straightforward, yet its structural design is highly targeted. Equipped with two counter-rotating cutting shafts inside, the machine processes scrap metal by tearing, shearing, and compressing large pieces into smaller particles. By adjusting blade configurations and arrangements, output particle sizes can be customized to meet subsequent processing requirements, facilitating sorting, transportation, or smelting operations.
Two-Shaft Shredder for Metal Scrap
From an application perspective, the greatest value of this equipment lies in its robust processing capacity and broad adaptability. It can reliably shred steel, aluminum, and other non-ferrous metals. For manufacturers, large volumes of scrap, stamping waste, or discarded components can be reintroduced into the recycling system after shredding, enabling resource reuse and reducing raw material waste.
Economically, investing in a twin-shaft shredder often yields direct returns. On one hand, significantly reduced metal scrap volume lowers storage and transportation costs. On the other hand, processed metals gain higher recycling value—either sold or remelted—thereby cutting overall production expenses. Additionally, the equipment’s heavy-duty structural design enables prolonged continuous operation, enhancing production stability and minimizing downtime losses.
Furthermore, dual-shaft shredding equipment demonstrates strong industry adaptability. Beyond metal materials, it can process industrial waste like plastics and rubber in certain applications, making it a versatile pre-treatment solution for multiple sectors, including automotive manufacturing, appliance recycling, and building demolition.
At its core, the twin-shaft shredder transcends being merely a crushing machine; it serves as a vital tool for enterprises to optimize waste management, reduce costs, and enhance resource utilization. For metal processing and recycling companies, establishing efficient pre-treatment capabilities first grants a competitive edge in the race toward resource circulation and green manufacturing.

In the field of waste electrical and electronic equipment recycling, the efficient separation of copper from plastic directly determines the recovery value and economic returns. As the core equipment specifically designed for processing waste copper wire, the copper granulator achieves high-purity separation of copper from its insulation layer through stable, reliable mechanical structures and mature sorting processes. It has become one of the most widely applied devices in the metal recycling industry.

The copper granulator processes waste copper wire continuously through stages including crushing, pulverisation, and air-flow separation. Upon entering the equipment, the raw material is first subjected to a high-intensity crushing system that severs and pulverises the copper wire, thoroughly dissociating the copper conductor from its plastic sheathing. The resulting mixture then passes through a precision separation unit, which exploits differences in density, electrical conductivity, and movement trajectories between copper and plastic to achieve accurate separation. The compact integrated structure enables coordinated operation across all units, ensuring processing efficiency while minimising copper powder loss. This guarantees finished copper granules are intact with low impurity content.

High-performance copper granulating machines typically feature wear-resistant alloy cutter shafts, intelligent feeding systems, and multi-stage separation devices, accommodating diverse wire and cable specifications and types. For fine wires, mixed cables, or complex materials with multi-layer sheathing, the equipment achieves stable processing by adjusting rotational speed and airflow. Dust extraction and sealing systems effectively contain particulate emissions, improving working conditions while meeting increasingly stringent environmental standards. A mature electronic control system ensures smoother operation, reduces failure rates, and supports extended continuous production.
The copper granulator may operate as a standalone unit or integrate with conveying, pre-treatment, and sorting systems to form a complete copper wire recycling production line. Compared to traditional incineration or manual stripping methods, mechanised recovery not only enhances efficiency but also prevents resource wastage and environmental pollution. High-purity copper granules can proceed directly to reprocessing or smelting stages, while the plastic components retain significant reuse value, thereby maximising resource recovery.
Through stable and reliable copper granule recovery equipment, waste electrical wires and cables are transformed into high-value-added recycled copper resources. For recycling enterprises prioritising efficiency, quality, and environmental sustainability, the copper granulator has become a crucial piece of equipment for enhancing overall competitiveness. Should you wish to learn more, please feel free to contact us directly for additional videos or quotations.

A complete electronic waste recycling system typically consists of several key machines working in conjunction, including dual-shaft or single-shaft shredders, fine crushers, magnetic separation systems, air separation systems, and intelligent sorting devices. First, large or mixed electronic waste is subjected to primary size reduction using shredding equipment, breaking down materials such as circuit boards, casings, and cables into sizes suitable for sorting. Subsequently, the crushed material enters a multi-stage sorting system, where metals and non-metals of different densities and materials are gradually separated, laying the foundation for subsequent high-purity recycling.
Complete E-Waste Recycling Plant Machinery
In the electronic waste recycling process, equipment stability and sorting accuracy are particularly important. Modern electronic waste recycling production lines employ a modular design, with close integration between each piece of equipment, ensuring continuous and smooth operation. The magnetic separation system efficiently recovers ferromagnetic metals, while eddy current separation and airflow separation are used to extract non-ferrous metals such as copper and aluminum, effectively removing plastics and impurities. Some production lines can also be equipped with intelligent recognition and automatic sorting systems, significantly reducing labor costs while improving recycling rates.
A complete set of electronic waste recycling equipment is not only suitable for circuit board recycling, but also for other types of electronic waste. Still, it can also process various types of electronic waste, including cables, household appliances, and communication equipment. The entire line has a compact structure and controllable energy consumption, meeting environmental emission standards while also offering good economic benefits. By rationally configuring equipment models and capacities, recycling companies can flexibly build efficient and sustainable electronic waste recycling plants based on their raw material types and scale requirements, maximizing the utilization of resource value.
