The Copper Cable Crusher Granulator efficiently separates copper from plastic sheathing through processes such as crushing, air classification, and electrostatic separation. When processing mixed waste cables—including household cables, telecommunications cables, automotive wiring harnesses, and data cables—it reduces the cost of manual dismantling whilst improving copper recovery purity and resource utilisation. Some models achieve a copper recovery rate of around 99%, making them particularly suitable for continuous production in small and medium-sized recycling plants.
Core Structure and Working Principle of the Copper Granulator
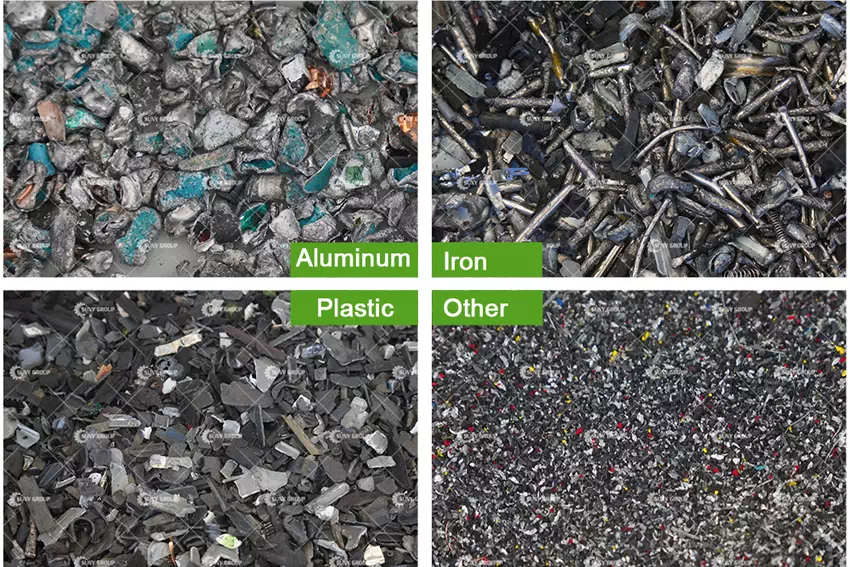
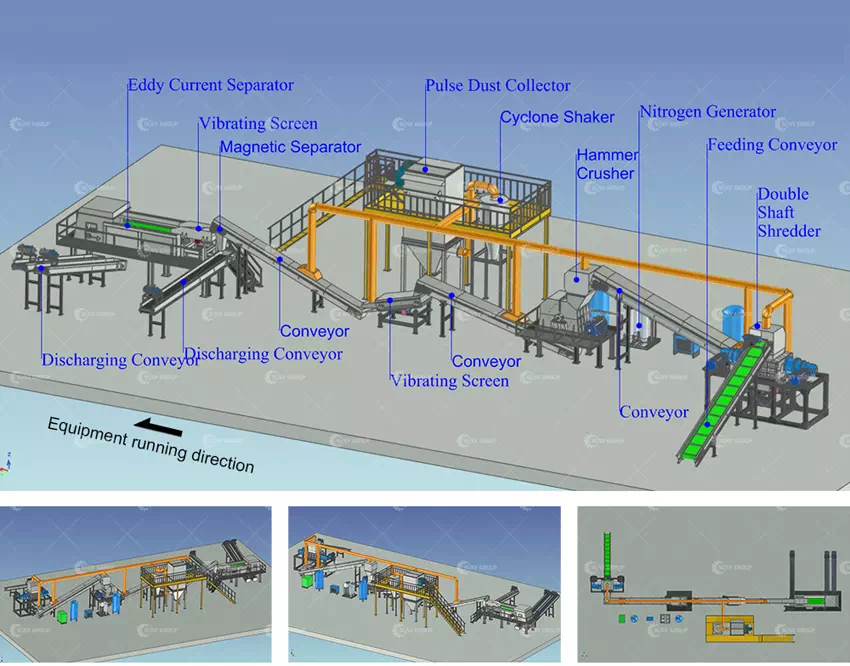
This type of equipment typically comprises a crushing system, a conveying system, an air classification system, an electrostatic separation system, and a dust collection system. Upon entering the machine, waste cables are first shredded by blades, reducing both copper wires and plastic into granular form. Subsequently, utilising the density difference between copper and plastic, an initial separation is achieved via air classification based on specific gravity.
For some finer or more tightly twisted copper wires, air classification alone cannot achieve complete purification; therefore, the equipment incorporates a high-voltage electrostatic separation system for secondary purification. As copper particles are highly conductive, whilst plastic is non-conductive, the electrostatic system further enhances the precision of copper-plastic separation.
Some models also feature a material recirculation system, whereby materials that have not been fully separated are automatically returned to the crushing and sorting process, thereby reducing copper loss. This is a key reason many copper wire recycling machines achieve recovery rates of up to 99%.
Equipment specifications determine processing capacity and operating costs.
For example, small models have a processing capacity of approximately 100–200 kg per hour and a power consumption of around 28 kW, making them more suitable for small-scale processing facilities new to the scrap wire recycling industry; whereas large models can achieve a processing capacity of 800–1,000 kg/h with a power consumption of approximately 95 kW, making them more suitable for large-scale continuous production.
There is no simple linear relationship between equipment power and production capacity. Many users focus solely on ‘processing capacity’, yet overlook stable operation and long-term maintenance costs. In reality, blade material, screen wear resistance, and dust extraction system design are the key factors that truly influence long-term operating costs.

These copper granulators typically employ high-wear-resistant, high-toughness alloy blades, which offer a longer service life compared to ordinary steel and are particularly suitable for processing industrial scrap wire containing steel wires or with hard outer sheaths. Reduced screen wear results in more consistent particle sizes, which indirectly improves sorting efficiency.
Furthermore, the dust extraction system is not merely an ‘ancillary feature’ for copper granulators. The shredding of waste wire generates significant amounts of dust; if dust control is inadequate, it not only affects the workshop environment but also reduces sorting accuracy. Some machines employ enclosed dust extraction systems, achieving dust separation rates of around 99%, making them better suited to a recycling market where environmental requirements are becoming increasingly stringent.
Currently, copper granulators are best suited for processing three types of material:
Mixed household wires and network cables
Automotive wiring harnesses
Mixed telecommunications cables and fine cables
These waste cables typically present challenges such as mixed specifications, fine diameters, and difficulty in manual disassembly. In particular, automotive wiring harnesses often contain a mixture of rubber, fibres, and fine copper wires; whilst traditional wire stripping machines have limited processing efficiency, copper granulators are better suited to continuous processing.
Therefore, for users wishing to enter the waste cable recycling industry, if you have any requirements or are interested, please feel free to contact us at any time for further information.